|
Search: |
|
Search: |
HOME → ARTICLES → Calentamiento & Pintado Del Molde

President
CMH Manufacturing Company
www.cmhmfg.com
El molde debe calentarse a 600° F (315° C), y debe tomarse cuidado en calentarlo de manera uniforme. Con un termómetro magnético, un pirómetro óptico o una probeta templa, debe controlarse la temperatura periódicamente. Debe limpiarse el molde con hielo seco para quitar cualquier hollín que se haya formado. Rocíe ligeramente el molde con agua. Esto creará una película porosa de óxido en el molde, lo que brindará un buen sustrato para que se ligue la película de pintura.
El rociado de agua también enfría al molde a la temperatura deseada para aplicar la pintura, 350°-400° F (75°-200° C). Si el molde está demasiado caliente, el frente de vapor que expande rápidamente alojándose del molde causará un fenómeno conocido como “kick back” (contragolpe) y muy poco de la pintura quedará adherida al molde. Incluso la película que adhiera no estará lo suficientemente bien adherida. Si el molde estuviera demasiado frío, la pintura podría correr, dando por resultado una superficie desnivelada.
Extienda los pines eyectores. Mientras el molde aún se encuentra por encima de los 300° F (150° C), rocíe los extremos extendidos de los eyectores con HALLCoat986 o una pintura de grafito similar. Retraiga los pines de vuelta dentro del molde y limpie con hielo seco la cara del molde para quitar la pintura de grafito de la cara del molde, ya que el imprimador o primer no se adherirá al grafito.

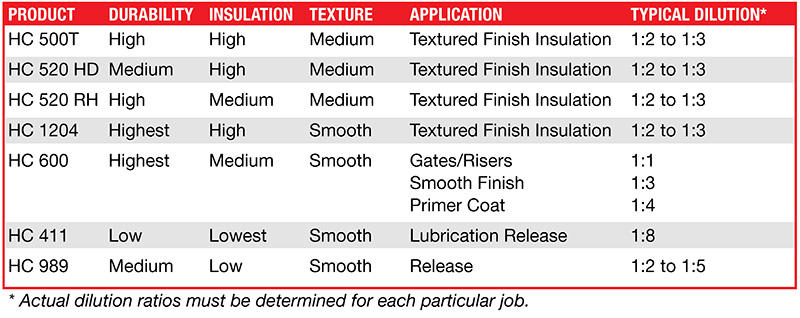
Ahora el molde está listo para aplicar el primer. El propósito del primer es crear la mejor adherencia posible entre la pintura y el molde. Esto ocurre debido a que las soluciones muy diluidas de silicato de sodio permiten formar uniones que van más en dirección paralela a la cara del molde. Esta estructura forma una unión más fuerte, la cual es más resistente al desgaste. Contrariamente, las soluciones con alto silicato de sodio crean uniones que son perpendiculares a la cara del molde que pueden desprenderse. Debe tenerse cuidado en no sobrediluir el primer ya que tiene que haber suficiente silicato de sodio presente para generar la unión.
Una vez aplicado el primer, puede aplicarse la pintura principal a concentraciones mayores. Revuelva minuciosamente la pintura HALLCoat 520RH o similar. Transfiera la pintura mezclada a la pistola rociadora y puede diluir 6:1 con agua limpia. Rocíe la cavidad completa incluyendo los canales, montantes y copa de colado, con una ligera mano de primer. Evite rociar la línea de partición.
El paso siguiente es la pintura. Coloque una pequeña cantidad del recubrimiento del molde en el recipiente del spray. Dilúyalo en una relación aproximadamente de 2 a 1. Luego de diluir, coloque una pequeña cantidad de pintura en un matraz o vaso Baume y coloque una galga de medición en el vaso. La lectura debe ser entre 22 y 26 Baume. Rocíe la cavidad completa incluyendo los canales, montantes y copa de colado, evitando la línea de partición. No intente cubrir la cavidad con una pintura pesada. Es preferible que el revestimiento vaya creciendo gradualmente a aplicar una capa gruesa. El número de manos de pintura y el espesor exacto variará con el diseño de la pieza y puede variar dentro del mismo molde. Verifique el espesor de la pintura con una Posi-Pen. Debe desarrollarse un perfil de las áreas que requieran un espesor mayor o más delgado para ayudar en la solidificación. Un espesor típico es de10-20 mils (250 a 500 micrones). Cuando la pintura se curó, debe quitarse el exceso de la línea de partición y de los corazones con un cepillo de alambre o rascador.
El paso final es pintar los canales, montantes y copa de colado. Se requiere una pintura altamente aislante como, HALLCoat600, o equivalente. Debe aplicarse la pintura en las superficies requeridas con un pincel liviano. Debe repetirse el proceso hasta que la pintura logre el espesor de una moneda de 5 centavos.
Regiones aisladas del molde van a necesitar “recortado.” El siguiente paso es quitar o hacer más delgada la pintura en las áreas requieran rápida solidificación. Esto puede hacerse con un rascador de latón, lana de acero o un cepillo de alambre montado en una amoladora. Luego del recortado el acero expuesto debe rociarse con HALLCoat986 o equivalente, para evitar que el aluminio se suelde al molde de acero. Ahora, debe recalentarse el molde a la temperatura de colado aprox. 800° F.
Una vez terminado el proceso de pintado para una pieza en particular, debe dejarse registro del mismo para referencia futura. Un método es sencillamente marcar una pieza colada de muestra con pintura. En la foto adjunta, las áreas sin pintar tienen un recubrimiento standard, las áreas pintadas de azul son recortadas y recubiertas con grafito y las áreas pintadas en rojo son canales y mazarotas recubiertas con HALLCoat600 u otra pintura aislante equivalente.
La mayoría de las pinturas comerciales se ligan con silicato de sodio con variados materiales de relleno para sus propiedades aislantes, lubricantes o finalidades de terminación superficial. La pintura se suministra en latas de 5 galones o tambores de 55gal. Las pinturas deben almacenarse en sus contenedores originales cubiertos firmemente por sus tapas cuando no se usan. Las pinturas deben almacenarse en un lugar seco y lejos de un ambiente excesivamente frío ocaluroso, o con cambios drásticos de temperatura. Las temperaturas de almacenado ideales están en el rango 50° -75° F (10°-25° C). Bajo ninguna circunstancia debe permitirse que la pintura se congele, ya que su subsiguiente descongelamiento puede no devolverla a su condición original. Lea las instrucciones del fabricante para mayor información acerca de su almacenaje.
El retoque de un molde en uso sigue mayormente las reglas de preparar un molde nuevo, aunque deben aplicarse algunas reglas extra. Asegúrese que se quita todo el aluminio que haya podido pegarse o soldarse al molde antes del retoque de pintura. Si el área a pintar está descascarada, presenta grietas o ampollas, asegúrese de lijarlo o pasar un cepillo de alambre
Check back
soon for more
information.
Privacy Policy and Terms and Conditions.
Copyright © CMH Manufacturing Gravity Die Casting Machines. Web published by Marketing Options, LLC