|
Search: |
|
Search: |
HOME → ARTICLES → Defect Prevention in Permanent Mold casting Through Process Control

President
CMH Manufacturing Company
www.cmhmfg.com
The proverb, “An ounce of prevention is worth a pound of cure”, applies to defects in the permanent mold casting industry. Defects, as defined by the foundry industry, are variances from a desired outcome. The cost of scrapping a casting is extremely high when compared to preventing the defect. Hence, it is better to take measures to prevent the defect as early as possible. The further down the manufacturing process, the more costly the defect becomes. Automotive casting defects can be found in the following phases of the casting cycle:
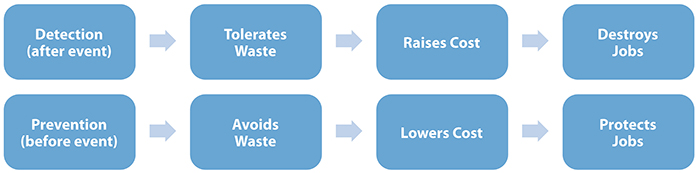
As one can deduce, it is much less costly to detect a defect at the casting machine than for the customer to experience a failure. Defects are not free. When a defect occurs a person was paid to make it. Poor quality begets poor quality and lowers productivity throughout the process and if the defective casting goes to the customer it could lead to loss of the account or even the closing of the foundry. It is always better to prevent a defect rather than detect one. This principle can be expressed graphically:
Casting defects can be caused by:
A good method for preventing defects is to:
This process allows foundry engineers to use critical analysis to determine the cause and a solution for the defect. Defect prevention is not just the responsibility of the foundry engineer. Prevention activities should be planned into the responsibilities of each person in the casting process.
Identify the defect/state the problem – A correct, concise, complete statement of the defect/problem is mandatory for reducing the defect occurrence. For example, part number 123 has a consistent misrun in cavity two.
Get the facts – The facts or data should come from the job process documentation and production logs. Always ask Where? When? How? How often? Why? Who? Data acquisition software is the preferred method for getting the facts as it eliminates human error. At minimum the following variables should be documented:
Research for missing facts – Look for areas that are not in the production log or in the molders head. Quite often the machine operator knows what caused the defect.
Test a trial solution – Many foundry engineers start the defect reduction process at this step and attempt to solve the problem without knowing the exact reason for the casting defect. Only change one casting parameter at a time. If the foundry engineer changes two or more parameters of the process and the defect is eliminated one cannot be sure which of the changes had the desired effect.
Restate the problem/Take action – Once you have done your research and tested a trial solution it is possible to restate the problem in a way that will lead to a solution. Some foundry engineers skip all the preceding steps and skip directly to take action. This can be very expensive. Making a change in a process is the last step in process control, not the first.
Remember, process control is an engineering discipline that deals with the mechanisms and algorithms for maintaining the output of the casting process within a desired range. The foundry engineer must communicate to the casting buyer what the capabilities of the permanent mold process are. They must both understand in advance what defects are acceptable and what justifies rejection.
Methodology for process control:
The single best way to prevent defects is to keep the casting process in control. The benefits of controlling or automating the casting process are not only defect reduction, but it also increases worker safety.
Check back
soon for more
information.
Privacy Policy and Terms and Conditions.
Copyright © CMH Manufacturing Gravity Die Casting Machines. Web published by Marketing Options, LLC