Automated hydraulic, electronic and electric operations of all phases of the casting process, including casting removal and ladling, have dramatically increased production.
The process aluminum casting alloys are the most versatile of all common foundry alloys and generally have the highest castability ratings. Aluminum is adaptable to many of the commonly used casting methods and can be readily cast in metal molds mounted on CMH casting machines for high volume, costeffective castings.
In general, aluminum alloys have the following characteristics:
- Good fluidity – important for filling thin sections
- Low melting point – lower melting and casting temperatures relative to those required for many other materials
- Lower density – the lighter weight of aluminum allows for easier handling in the foundry, compared to ferrous alloys
- Fast heat exchange – heat transfer from the molten aluminum to the mold is relatively fast, providing faster castings cycles in metal molds
- Good chemical reproduction – chemical stability is relatively good
- Good as-cast surface finish – surfaces are lustrous and have few blemishes
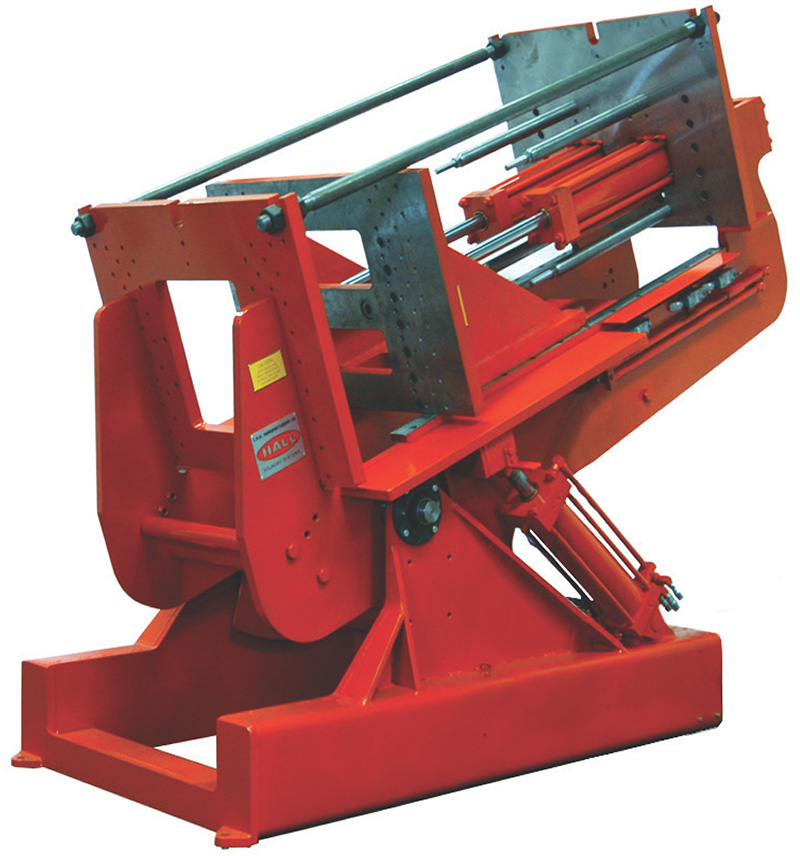
The tilt pour process using involves the production of castings by pouring liquid aluminum into permanent molds and tilting the mold, allowing a controlled flow of liquid aluminum to fill the mold cavity by gravity.
The process involves the following steps:
- A refractory mold wash is sprayed onto the surfaces of a preheated mold that will be in direct contact with the molten metal alloy.
- Cores, if applicable, are inserted, and the mold is closed by the ram cylinder.
- The alloy, heated above its melting temperature, is poured into a pouring cup.
- The tilting device tilts down allowing the liquid alloy to fill the mold cavity at a controlled rate.
- After the alloy has been allowed to solidify, metal cores and other loose mold members are withdrawn, the mold is opened, and the casting is ejected (usually with the casting machine in the tilted-up position).
- Steps two and four are repeated until repair of the mold coating is required, at which time step one is repeated.
- Usual foundry practices are followed for trimming gates and risers. When permanent mold casting is combined with nonmetallic cores, such as sand cores, the process is referred to as semi-permanent mold.
Applications for Permanent Mold Castings Aluminum castings are widely used throughout industry. As the United States government mandates more fuel-efficient cars, the demand for permanent mold castings has steadily increased. Suspension links, intake manifolds, pistons, and other functional parts of internal-combustion engines are typical applications.
Other applications include aviation engines, missiles, motor housings, portable tools, nozzles, fan cases, outdoor lighting standards, gear cases, lawn mower chassis, barbeque grills, and kitchen pots and pans.
ADVANTAGES AND DISADVANTAGES
Because of the various factors that must be considered when choosing a casting process the decision to use tilt pour permanent molding should be based on thorough engineering and production cost studies.
Properly engineered well-made tilt pour castings will have the following advantages:
- Dimensional accuracy is superior to sand or shell mold castings, because the mold is rigid and does not allow mold wall movement during solidification. Additionally, dimensional repeatability is improved. The reduction in casting variations allows a reduction in machining allowances, which will lower the downstream cost.
- Ferrous and nonferrous inserts can be accurately cast in place. Typical insert materials can be iron, steel, stainless steel, or copper base alloys. In some cases, threaded inserts can be cast in place, eliminating the need for machining and related costs.
- Because permanent mold castings are chilled castings, they are generally sounder than sand castings. Permanent mold castings are generally stronger than sand or die castings and are less porous than die castings. Castings produced in the permanent mold process have finer dendritic arm spacing (DAS) and grain structure. The finer structure displays better strength properties than those cast in similar alloys in sand castings. Permanent mold castings have fewer inclusion defects than sand castings. Therefore, the casting designer has the freedom to use thinner sections and lighter weight designs. Permanent mold castings have a higher degree of reliability with regard to pressure applications of fluids and gases.
- The tilt pour process allows the molten metal to flow to the bottom of the mold, forcing the air out the top. As the molten aluminum flows through the runner a static skin of aluminum oxide forms which allows clean metal to enter the mold cavity.
- Automatic pour machines eliminate many of the variables found in hand pouring.
- Generally, permanent mold castings require less finishing than sand castings. Permanent mold castings have a smoother as cast surface finish than sand casting and finishes approaching 100rms can be achieved. In many cases casting buyers can use as cast surfaces without subsequent finishing for cooking utensils, hardware items, automotive parts, and ornamental work.
- Studs, nuts, bushings, pipes and other inserts may be cast as integral parts of the casting. The inserts must be held in positive position in the mold to prevent movement during casting process. The inserts should be scored, knurled, or under cut to provide a locking surface. There are limitations to the size of castings produced in the permanent mold process. Most castings weight less than twenty pounds, however castings as large as 350 pounds have been poured. The casting design may be so complex that it is not practical in permanent mold processes.
